This is a collaboration article produced between Wilson Prasad’s experience within the industry as a Lean Six Sigma Black Belt, and his colleague Eddy Xu’s experience as a Lean Six Sigma Green Belt.
Operational excellence isn’t about how many lines you run — it’s about how well one line performs. – Anonymous SME Expert, 2026
In manufacturing, when demand increases or performance drops, the instinctive reaction is often:
“Let’s add another line”
On paper, two production lines appear safer, more flexible, and higher capacity.
But in reality, running two underperforming lines often creates more complexity, higher costs, and greater quality risk than investing in one high-performing, stable, well-engineered line.
This article explores why building one excellent line usually outperforms operating two mediocre ones.
1) Throughput: Speed vs. Illusion of Capacity
Two slow lines rarely equal one fast line in real output.
When a single line is designed and optimised for:
- Higher Overall Equipment Effectiveness (OEE)
- Minimal changeovers
- Balanced cycle times
- Reduced minor stops
It can outperform two poorly optimised lines running below capacity.
The Hidden Math
Let’s compare,
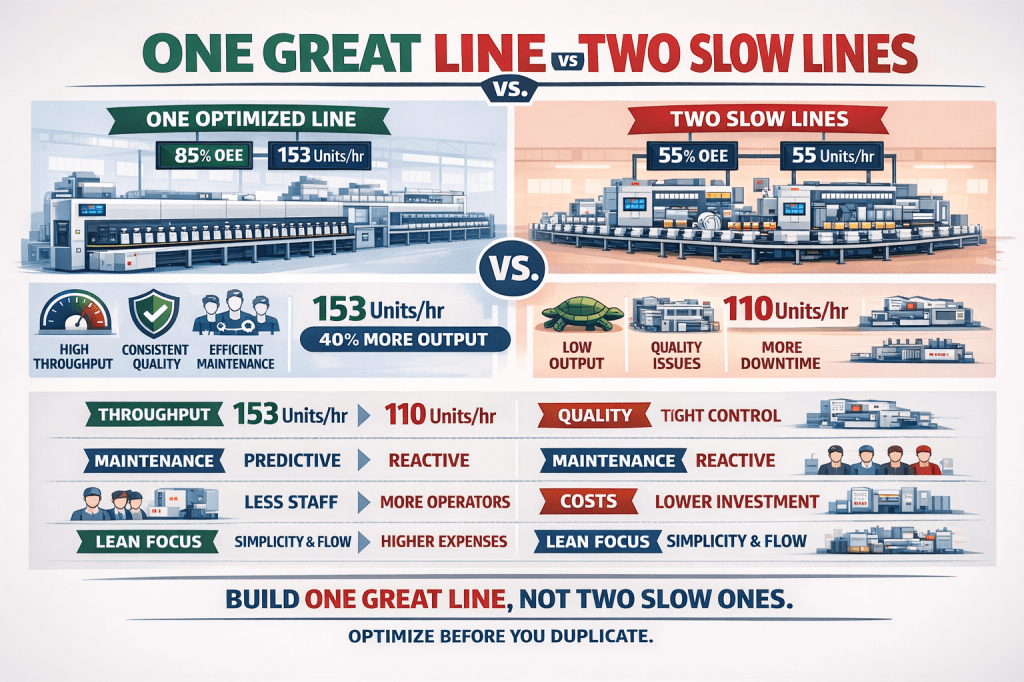
| Scenario | Lines | OEE | Design Speed | Effective Output |
| Two slow lines | 2 | 55% | 100 Units/Hr | 110 Units/Hr Total |
| One optimised line | 1 | 85% | 180 Units/Hr | 153 Units/Hr |
One properly engineered line can deliver ~ 40% more output with fewer resources.
The difference lies in eliminating:
- Micro-stoppages
- Starvation / Blocking (Bottlenecks)
- Starvation occurs when a workstation is idle because it is waiting for materials from an upstream process.
- Blocking occurs when a workstation is ready to produce but is unable to pass finished materials to the next station, usually because the downstream buffer is full.
- Inefficient changeovers
- Poor line balance
- This usually means that a Value Stream Map must be developed to understand its unique ecosystem to remedy this lack of information.
2) Quality: Variation Multiplies With More Lines
Each production line is its own ecosystem:
- Equipment variation
- Operator behaviour
- One of the most critical uncontrollable variances as behaviour is driven by work culture and training. Requires strong understanding not only from operator to control behaviour but also from upper echelons of the hierarchy to enforce correct standards.
- Calibration drift
- Maintenance practices
Two lines = two sources of variation.
With one optimized line, you can:
- Tighten process capability (Cp/Cpk)
- Standardise setup
- Reduce deviation investigations
- Minimise batch-to-batch variability
In GMP-regulated environments, fewer lines mean:
- Less validation burden
- Fewer risk assessments
- Fewer requalification cycles
- Reduced audit exposure
Consistency improves when complexity decreases.
3) Maintenance & Engineering Focus
Two slow lines double:
- Preventative maintenance schedules
- This means that Maintenance Fitters would need to perform double the work hours instead of one.
- Spare part inventory
- This means that the Maintenance Store requires a larger inventory count of spare parts increasing costing and expenditure.
- Breakdown risk
- Troubleshooting time
Engineering teams become reactive instead of strategic.
With one strong line:
- Maintenance can be predictive, not firefighting
- Spare parts are consolidated
- Root causes are resolved permanently
- Improvement efforts compound instead of fragment
Operational maturity accelerates when focus is concentrated.
4) Labour Efficiency & Skill Concentration
Two lines require:
- More operators
- More line leads
- More QA presence
- More supervision
Often, skill gets diluted.
One high-performing line:
- Centralises expertise
- Develops stronger ownership
- Builds a high-performance team culture
- Reduces labour cost per unit
It’s better to have one elite crew than two stretched teams.
5) Changeover & Scheduling Efficiency
Two lines seem flexible, until:
- Both need cleaning
- Both require changeovers
- Both experience downtime
A single optimised line with:
- SMED principles
- Robust cleaning validation
- Smart campaign scheduling
Often achieves better uptime and smoother planning.
6) Capital Investment Strategy
Adding a second line usually means:
- More floor space
- Also known as Real Estate in the industry terminology.
- If there is not enough Real Estate, the line becomes very tight and difficult to implement, resulting in either an inefficient costly line or a dangerous line with no safety ergonomics for workers.
- Additional utilities
- More compliance documentation
- More capital depreciation
But upgrading one line means:
- Better controls
- Automation upgrades
- Improved sensors
- Modern HMI systems
- Line balancing
Return on investment is usually higher when you:
Optimise before you duplicate.
7) Labour Efficiency & Skill Concentration
From a Lean Manufacturing standpoint:
Two slow lines increase:
- Overprocessing
- Motion waste
- Waiting
- Inventory buffers
- Complexity
One great line improves:
- Flow
- Standardisation
- Continuous improvement
- Visual management
- Accountability
Simplicity scales. Complexity compounds problems.
When Two Lines Do Make Sense
There are legitimate cases for multiple lines:
- Redundancy for critical supply
- Regulatory segregation
- Multi-format product portfolios
- Geographic risk mitigation
But these should be strategic data driven decisions, not arbitrary reactions to underperformance from mere visual observations.
The Real Lesson
Most companies add a second line because they haven’t mastered the first one.
Instead of asking:
“Do we need another line?”
Ask:
“Why isn’t this line world-class yet?”
A single high-performing line:
- Produces more
- Costs less
- Varies less
- Fails less
- Teaches more
Operational excellence is depth, not duplication.
Authors Note: Wilson Prasad also known as user name muefatiaki1966 and Eddy Xu are trying to leverage their experiences within the manufacturing and production industry to educate and invoke discussion in regards to the Lean Six Sigma space and provide insights discovered in their learnings for curious readers.

Leave a comment